La extrusión es uno de los procesos fundamentales para dar forma a los metales y cerámicos, así como a los polímeros. La extrusión es un proceso de compresión en el que se fuerza al material a fluir a través de un orificio practicado en un troquel a fin de obtener un producto largo y continuo, cuya sección transversal adquiere la forma determinada por la del orificio.
Proceso y equipo
En la
extrusión de polímeros, se alimenta material en forma de pellets o polvo hacia dentro de
un barril de extrusión, donde se calienta y funde y se le fuerza para que fluya
a través de la abertura de un troquel por medio de un tornillo rotatorio.
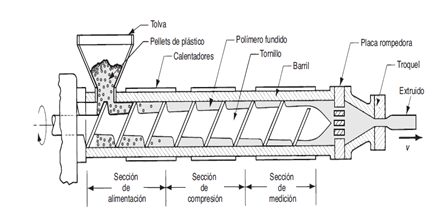
Componentes y características de un
extrusor (de un solo tornillo) para plásticos y elastómeros.
En el extremo
del barril opuesto al troquel se localiza una tolva que contiene el material
que se alimenta. Los pellets se alimentan por gravedad al tornillo rotatorio,
cuya rosca mueve al material a lo largo del barril. Se utilizan calentadores
eléctricos para fundir al inicio los pellets sólidos; después, la mezcla y el
trabajo mecánico del material generarán calor adicional, lo que mantiene
fundido al material. En ciertos casos, se suministra calor suficiente a través
de la mezcla y acción cortante de modo que no se requiere calor externo.
En realidad,
en ciertos casos el barril debe enfriarse desde el exterior a fin de impedir el
sobrecalentamiento del polímero.
El material
se hace avanzar a lo largo del barril hacia la abertura del troquel, por medio
de la acción del tornillo extrusor, que gira a unas 60 rev/min. El tornillo
tiene varias funciones y se divide en secciones que son:
1) sección de alimentación, en la
que el material se mueve del puerto de la tolva y recibe precalentamiento
2) sección de compresión, en la que
el polímero se transforma para adquirir consistencia líquida, se extrae del
fundido el aire atrapado entre los pellets y se comprime el material
3) sección de medición, en la que se
homogeniza al fundido y se genera presión suficiente para bombearlo a través de
la abertura del troquel.

Tan A = p/ π D
Donde
p ancho del tornillo
El avance del
polímero a lo largo del barril lo hace llegar en última instancia a la zona muerta.
Antes de llegar al troquel, el fundido pasa a través del paquete de la
pantalla, una serie de mallas de alambre sostenidas por una placa rígida
(llamada placa rompedora)
que contiene agujeros axiales pequeños. El paquete de la pantalla sirve para
1) filtrar
los contaminantes y grumos duros del fundido
2) generar presión
en la sección de medición
3) forzar al
flujo del polímero fundido y borrar de su “memoria” el movimiento circular impuesto
por el tornillo.
Lo que se ha
descrito aquí es la máquina de
extrusión de un solo tornillo. También debe mencionarse los extrusores de tornillos gemelos,
ya que ocupan un lugar importante en la industria. En estas máquinas, los
tornillos son paralelos y se encuentran lado a lado dentro del barril. Los
extrusores de tornillos gemelos parecen adaptarse en especial al
PVC rígido,
el cual es un polímero difícil de extruir, y a materiales que requieren una mezcla
mayor.
Análisis de la extrusión
En esta
sección se desarrollan modelos matemáticos para describir, en forma
simplificada, varios aspectos de la extrusión de polímeros.
Flujo fundido
en el extrusor Conforme el tornillo gira dentro del barril, el polímero
fundido se ve forzado a moverse hacia delante, en dirección del troquel; el
sistema opera en forma muy parecida a un tornillo de Arquímedes. El mecanismo
principal de transporte es el flujo
por arrastre, que resulta de la fricción entre el líquido viscoso y
las dos superficies opuestas que se mueven una respecto de la otra; 1) el barril
estacionario y 2) el canal del tornillo giratorio.
Qd = 0.5υ dw
υ = πDN cos A
d = dc
w = wc = (πDtan A −wf) cos A
wc = π Dtan A cos A = π D sen A
Qd = 0.5π 2D2Ndc sen A cos A
Qb = π Ddc 3 sen2A / 12η (dp / dl)
Qb = pπ Ddc 3 sen2A / 12ηL

Qx = Qd
−Qb
Características
del extrusor y del troquel
Si la contrapresión
es igual a cero, de modo que el flujo fundido no tenga restricción en el
extrusor, entonces el flujo sería igual al flujo por arrastre Qd dado por la ecuación. Dados los
parámetros de diseño y operación
Gastos de
extrusión

Qmáx = 0.5π 2D2N dc sen A cos A (13.14)
Qx = Qd
−Qb = 0, por lo tanto, Qd = Qb
pmáx = 6πDNLη cot A dc
Qx = Ks p
ks = πDd4
Configuraciones del troquel y
productos extruidos
La forma del
orificio del troquel determina la forma de la sección transversal del extruido.
Se puede enumerar los perfiles de troquel comunes y las formas extruidas
correspondientes, como sigue:
1) perfiles
sólidos
2) perfiles
huecos, como tubos
3)
recubrimientos de alambre y cable
4) hoja y
película
5) filamentos

Perfiles
sólidos
Éstos
incluyen formas regulares: círculos, cuadrados y secciones transversales tales
como formas estructurales, molduras para puertas y ventanas, y accesorios para
automóviles y viviendas. La sección trasversal de la vista lateral de un
troquel para estas formas sólidas. Justo más allá del extremo del
tornillo y antes del troquel, el polímero fundido pasa a través del
paquete de la pantalla y la placa rompedora para fortalecer las líneas
de flujo. Después fluye hacia la entrada (por lo general) convergente
del troquel; la forma está diseñada para mantener un flujo laminar y evitar
puntos muertos en las esquinas que de otro modo estarían presentes cerca del
orificio.

Perfiles
huecos La
extrusión de perfiles huecos, tales como tubos, tuberías, mangueras y otras
secciones transversales que incluyen agujeros, requiere un mandril para obtener
la forma hueca.
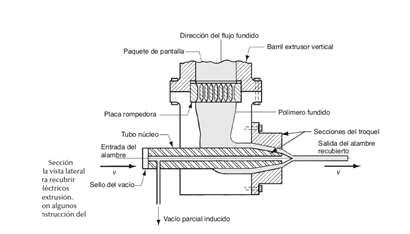
Recubrimiento
de alambre y cable El recubrimiento de alambre y cable para aislarlos es uno
de los procesos de extrusión de polímeros más importantes.
Fractura del fundido En la que las tensiones que actúan sobre el
fundido inmediatamente antes y durante su paso a través del troquel son tan
grandes que ocasionan una falla, que se manifiesta en forma de la superficie
muy irregular del extruido.
Un defecto
más común de la extrusión es la piel
de tiburón, en la que la superficie del producto se arruga al salir
del troquel. Conforme el fundido fluye a través de la abertura del troquel, la
fricción en la interfaz ocasiona un perfil de velocidad a través de la sección
transversa.
Los esfuerzos
de tensión aparecen en la superficie al estirarse este material para estar a la
par con el núcleo central que se mueve más rápido. Estos esfuerzos ocasionan
rupturas menores que arrugan la superficie. Si el gradiente de velocidad se
vuelve extremo, aparecen marcas prominentes en la superficie, lo que le da el
aspecto de un tronco de bambú; de ahí el nombre de bambú para este defecto más severo.

No hay comentarios:
Publicar un comentario